電泳涂裝是利用電流沉積漆膜的有機層涂裝方式,其原理來自于“異性相吸”,遵循異性電荷之間互相吸引的物理學基本原理。電泳涂裝體系采用直流電,將金屬工件浸入帶有相反電荷的涂料顆粒的溶液中,(在直流電的作用下)涂料顆粒向金屬工件移動,并在工件表面沉積出來,形成一層均勻的、連續(xù)的漆膜,在每一個凹槽和凸角均可均勻地涂覆漆膜,直至達到一個預定的厚度,在此漆膜厚度下,涂層使工件絕緣,電荷間的相互吸引停止,電泳完成。依據(jù)電荷的極性,電泳又可分為陽極體系和陰極體系。
電泳類型
陽極體系—在陽極體系中,待涂裝工件作為陽極,帶有正電荷,
吸引帶有負電荷的涂料顆粒。在陽極電泳的操作過程中,有少量
的金屬離子溶解下來,進入涂層,會對以后的性能及操作造成一
系列的影響。陽極涂裝的主要用途為室內(nèi)使用及中等要求的戶外
使用環(huán)境。陽極電泳具有較高的經(jīng)濟價值,并可提供出色的顏色
和光澤控制。
陰極體系—在陰極電泳體系中,待涂裝工件帶有負電荷,作為陰極,吸引溶液中帶有正電荷的涂料顆粒。在原來的陽極體系中,調(diào)轉極性而形成陰極體系,極大地降低了進入涂層及溶液中的金屬離子,提高了陰極涂裝的產(chǎn)品性能。因此,陰極電泳體系具有很高的操作性及優(yōu)秀的抗腐蝕能力,適合戶外耐久用途。
電泳涂裝的優(yōu)點
在今天競爭日益激烈的涂裝市場中,電泳涂裝由于可以提供出色的環(huán)保品質和經(jīng)濟價值,對使用者來說,已經(jīng)成為一種“環(huán)保-經(jīng)濟溶液”。
相對其它的液體及粉末涂裝方式,電泳涂裝更具有無可比擬的優(yōu)點:
1) 在復雜形狀的工件上的均勻覆蓋能力,可以使最終用戶極大地提高操作性,降低生產(chǎn)成本;
2) 消除流痕、滴掛等漆膜弊病;
3) 封閉循環(huán)水洗系統(tǒng)使得效率提高至95%以上,極大地降低廢水處理量;
4) 絕大多數(shù)的電泳涂裝配方中均不含重金屬,極小甚至沒有HAPS(有害氣體污染),同時有機溶劑的含量也非常低。
整體覆蓋性:電泳涂層具有很好的走位能力,即意味著涂層可以覆蓋到整個工件,即使是最復雜工件的最尖端的部位。沒有其它任何一種涂裝方法可以達到如此高的走位能力 ,從而決定了電泳涂層具有最佳的抗腐蝕性。
環(huán)保優(yōu)點
潛在局限性
盡管電泳涂裝具有很多突出的優(yōu)點,但也并不是適用于任何場合。以下為其所具有的一些局限性:
顏色多樣性:若一個預期的客戶欲得到多種顏色,通常(最好)的做法是將常用的幾個顏色配制成1-3個較大體積的電泳溶液,而用其它的涂裝方式得到其余的顏色。配制小體積溶液進行電泳的成本比較高。
資金:當我們評估一條新建的涂裝生產(chǎn)線時,仔細地對比是至關重要的。許多新建的生產(chǎn)線都會包括傳送帶、前處理系統(tǒng)及烘烤固化設備,而這通常已經(jīng)占據(jù)了常規(guī)涂裝線2/3的成本。電泳涂裝線的成本一般都會比噴涂系統(tǒng)的高,但與粉末涂裝線的成本比較接近。
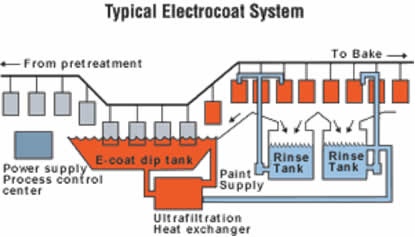
電泳涂裝工藝流程
1) 前處理
2) 電泳槽及其輔助措施
3) 后水洗
4) 烘箱
電泳涂裝的示意圖如下。工件首先需要清洗干凈,并經(jīng)過磷化前處理,經(jīng)過水洗浸入電泳槽中,在工件與“相反電極”之間接通直流電。樹脂受工件所帶電荷吸引,并在工件表面沉積。將工件從槽中取出,經(jīng)過適當水洗,進入烘箱或烘道中烘干固化。